
Existen varias alternativas para conseguir una cerveza sin o baja en gluten.
Elección de materias primas libres de gluten
Dentro las materias primas que vamos a utilizar para hacer cerveza, hay que tener en consideración los granos ya que son los que podrían aportar dicho alérgeno.
Los cereales sin gluten actualmente más utilizados son sorgo, arroz y maíz. Para poder elaborar cerveza a partir de otro cereal que no sea cebada, se deben conocer las diferencias entre granos.
Por ejemplo, si elegimos el sorgo, existen las siguientes diferencias con respecto a la cebada:
- La composición del grano es diferente (tabla expresada en %).
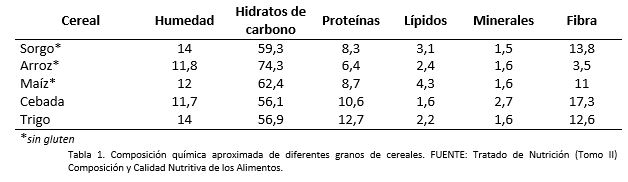
- El sorgo no tiene cáscara.
- La generación y activación enzimáticas durante el malteado se dan en diferentes zonas del grano.
- El endospermo del sorgo malteado mantiene la compactación del almidón y no es desintegrado como en la malta de cebada.
- El sorgo malteado contiene bajo nivel de endo-ß-glucanasa y ß-amilasa.
- Las pérdidas del malteado (respiración y echar raíces) son alrededor del 20% en el sorgo y del 7% en la cebada después de 6 días de crecimiento a 25ºC.
Las versiones malteadas de grano sin gluten no suelen estar disponibles en el mercado, se debe maltear y/o implementar de forma externa el complejo enzimático necesario para una correcta maceración.
Debido a las diferencias fisiológicas entre granos, el malteado debe ser característico para cada uno.
Siguiendo con el sorgo, se ha demostrado que el poder diastático de su malta y el nivel de animo nitrógeno libre (FAN) se favorecen con una temperatura de remojo (hasta el 32% de humedad) y de germinación de 30ºC (más alta que en el de la cebada) y también con una concentración de la solución alcalina (0,1% hasta 0,5%) ya que favorece la actividad de la ß-amilasa.
Para el secado de la malta de sorgo, se ha demostrado que se obtienen buenos resultados con un proceso en dos etapas de 55ºC y 65ºC.
Durante la maceración hay que tener en cuenta la modificación del grano durante el malteado, ya que si no es muy buena probablemente sea mejor opción aplicar externamente enzimas para favorecer el desarrollo de la maceración.
Además, la temperatura de gelatinización del sorgo es más alta que la de malta y el maíz, por lo que pueden darse problemas de viscosidad y menor producción de azúcares reductores y FAN.
Se recomienda la siguiente utilización enzimática:
- α-amilasa: para asegurar la sacarificación.
- ß-glucanasa: para favorecer la filtración al disminuir la viscosidad.
- Glucoamilasa: si se desea hacer jarabe glucosado con almidón-agua para añadir extra como extracto en la receta.
Ejemplos de enzimas que se podrían utilizar:
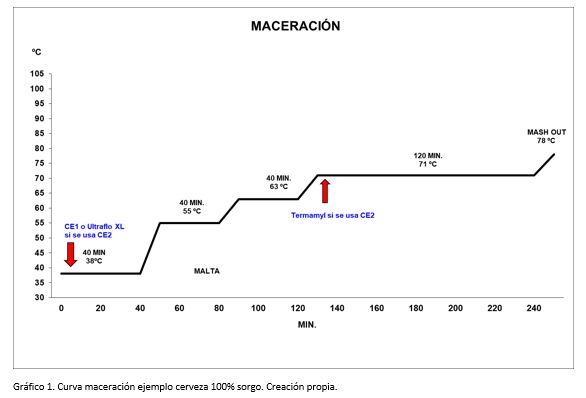
- Complejo enzimático 1 (CE1):
- Brewers CompassTM contiene α-amilasa de Bacillus amyloliquefaciens y Bacillus licheniformis, endo-1,4-ß-glucanasa de Trichoderma longibrachiatum y endopeptidasa de amyloliquefaciens. En una concentración de 1,5 kg/t malta.
- Complejo enzimático 2 (CE2):
- Termamyl 120 contiene α-amilasa de licheniformis. Utilizar acompañada de Ultraflo XL. En una concentración de 0,5 kg/t malta.
- Ultraflo XL contiene ß-glucanasa de Bacillus subtilis. Utilizar acompañada de Termamyl. 0,2 kg/t malta.
- ABV glucoamylase 400 contiene amiloglucosidasa de Aspergillus niger. En una concentración de 1,5 kg/t malta.
Un ejemplo de maceración de una cerveza 100% sorgo podría ser:
También hay que tener en cuenta si el grano elegido para la elaboración tiene cáscara o no, ya que si no la tiene hay que añadir cáscara de arroz para favorecer el filtrado del mosto.
El filtrado, cocción y fermentación sería similar al de una cerveza con gluten, lo único recomendable es añadir algún tipo de nutriente para favorecer la fermentación.
Utilización de aditivos químicos o técnicas patentadas
Se puede utilizar Brewers Clarex, una endopeptidasa prolina-específica (endoproteasa) obtenida del A. niger, con ella vamos a conseguir romper estos segmentos “tóxicos” del gluten. Se añade al inicio de la fermentación con las siguientes dosificaciones.
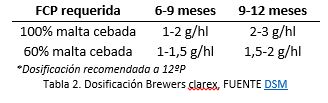
Éste, además es un estabilizador que reconoce las proteínas causantes de la turbidez en frío (chill haze).
Si bien, cabe destacar que, los resultados son mejores si se acompaña con una elaboración de cerveza ideada para disminuir el contenido proteico (ebullición vigorosa del mosto, tiempo prolongado de maceración a baja temperatura y filtración de la cerveza).
Algunas cerveceras usan silica gel (SG) durante la fermentación, esto permite la reducción de más gluten, sin cambiar significativamente el valor nutricional de levadura de la cerveza. Además, esto promueve la reducción de polisacáridos, mejorando la filtración.
Nuevas técnicas
La Cavitación hidrodinámica (CHC) es un proceso físico muy parecido a la ebullición, la diferencia es que la cavitación es causada por una caída de la presión del fluido por debajo de la presión de vapor, mientras que la ebullición lo hace por encima de la presión ambiente local.
Se demostró que la cavitación hidrodinámica es efectiva tanto durante el macerado como al comienzo de la fermentación. Las presiones que se consiguen en este proceso alteran complejos proteicos (como la prolina), y la formación de oxígeno en la mezcla de fermentación permite que, enzimas y levaduras, degraden la prolina.
Apoyando esta idea se encuentra el hallazgo de que la prolina muestra una alta asimilación por ciertas cepas de levadura, sobre todo en condiciones de alto estrés debido a la escasez de aminoácidos más fácilmente asimilables.







Comentarios